Giunsa paghimo ang mga file?
Mga sulod
| Ang sukaranan nga prinsipyo sa paghimo og file mao ang pagputol sa mga ngipon ngadto sa usa ka gilis sa metal aron makahimo og usa ka bagis nga himan nga makadaut sa materyal gikan sa mas humok nga nawong. |
 | Samtang ang mga file gihimo pinaagi sa kamot sulod sa gatusan ka mga tuig, mahimo na usab kini nga mass-produce gamit ang mga makina. Ang bisan unsang proseso nagsunod sa pamaagi nga gihulagway sa ubos. |
Paghimo og blangko | |
 | Ang unang lakang sa proseso sa paghimo og file mao ang paghimo og strip nga metal nga halos mohaum sa porma ug gidak-on sa nahuman nga file. Gitawag kini nga "walay sulod". |
 | Aron makab-ot kini nga resulta, ang puthaw mahimong panday, matunaw ug ibubo ngadto sa usa ka agup-op aron mapalig-on, o pug-on tali sa duha ka bug-at nga mga rolyo ug dayon putlon ngadto sa gusto nga porma. |
Pag-annealing sa file | |
 | Ang Annealing usa ka proseso diin ang asero gipahumok aron mas sayon ang pagtrabaho. |
 | Ang blangko sa file gipainit hangtud nga kini mahimong itom nga pula, ug dayon pasagdan nga mobugnaw sa temperatura sa lawak. |
 | Tungod kay ang pagpainit sa usa ka metal nga workpiece mahimong mosangpot sa deformation niini, human sa pagpabugnaw kini gigaling o giputol sa gitinguha nga porma. |
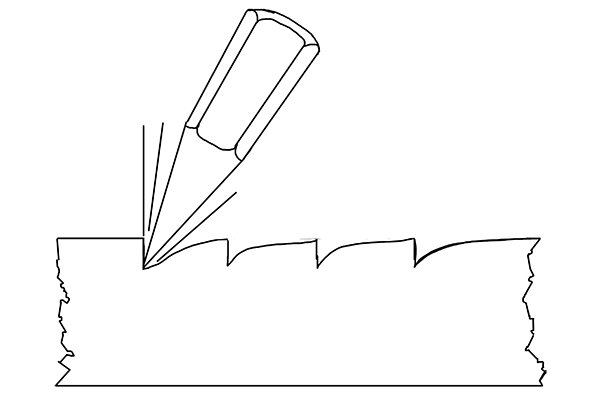
Pagputol sa ngipon gamit ang file | |
 | Niini nga yugto, uban sa tabang sa usa ka pait, ang mga ngipon giputol sa file sa regular nga mga lat-ang. |
 | Ang anggulo sa mga ngipon kasagaran mga 40-55 degrees kalabot sa ibabaw sa file, depende sa matang sa pattern nga giputol sa file. Kini nga suok gitawag nga "atubangan nga suok" sa file. Alang sa dugang nga kasayuran tan-awa Unsa ang usa ka file cut? |
 | Kung ang anggulo sa mga ngipon hiktin ra kaayo, mas lagmit nga maipit sila sa nawong sa workpiece. Kung ang anggulo dako kaayo, sila mas lagmit nga mabuak ug mogawas sa lawas sa file. |
 | Ang ubang mga file mahimo nga adunay negatibo nga anggulo sa rake, nga nagpasabut nga ang mga ngipon sa tinuud nagpunting gikan sa workpiece, imbes nga padulong niini. Niini nga kaso, ang mga ngipon dili magputol sa materyal, apan mag-scrape niini sa ibabaw, mag-scrape sa bisan unsang dili regular nga mga bulge (bulges) ug mopilit sa giputol nga materyal ngadto sa bisan unsang gagmay nga mga dents (lows). |
 | Kini nga mga file kasagarang giputol sa pino nga mga ngipon ug gigamit sa paghimo sa usa ka hamis kaayo nga nawong. |
 | Pagputol sa raspAng rasp nga mga ngipon gihimo gamit ang usa ka triangular nga suntok nga nagputol sa matag ngipon sa tagsa-tagsa. Alang sa dugang nga impormasyon sa rasps tan-awa: Unsa ang usa ka rasp? |
Pagpagahi sa file | |
 | Sa higayon nga maputol na ang mga ngipon, ang payl kinahanglang patig-a o painiton aron kini makaputol sa ubang mga materyales nga walay kadaot. |
 | Ang file nagpainit pag-usab. |
 | Sa higayon nga kini makaabot sa gitinguha nga temperatura, kini ituslob sa usa ka dako nga brine bath ug paspas nga pabugnawon. |
 | Kining paspas nga pagpabugnaw maoy hinungdan nga ang mga lugas sa molekular nga istruktura sa asero mahimong mas pino, nga makapagahi niini ug makahatag niini og mas dakong kalig-on. |
 | Kini nga proseso gisubli sa daghang mga higayon aron masiguro nga ang puthaw igo nga gahi aron magamit ingon usa ka abrasive. |
Pagpahumok sa baho | |
 | Ang usa ka side effect sa proseso sa tempering mao nga kini makahimo sa puthaw nga brittle, nga mas lagmit nga maggunting o mabuak kung mahulog. |
 | Tungod kay ang file shank mas nipis kaysa sa ubang bahin sa lawas, kini usa ka potensyal nga huyang nga lugar. |
 | Busa, pagkahuman sa nahabilin nga pagtambal sa kainit, ang shank gipainit pag-usab ug gitugotan nga mobugnaw sa temperatura sa kwarto. Kini pag-usab nagpahumok sa shank, nga naghimo niini nga dili kaayo brittle ug mas makasugakod sa kadaot. |
 | Ang mga file nga moagi niini nga bahin sa proseso usahay gitawag nga "variable heat treatments". |

