
Welding sa lawas sa sakyanan: unsaon pagbuhat niini sa imong kaugalingon
Mga sulod
Ang kinabuhi sa serbisyo sa modernong mga lawas sa sakyanan dili matawag nga taas. Alang sa mga domestic nga awto, kini labing taas nga napulo ka tuig. Ang mga lawas sa modernong langyaw nga mga sakyanan nagpuyo sa usa ka gamay nga - sa mga kinse ka tuig. Human niini nga panahon, ang tag-iya sa sakyanan dili kalikayan nga makamatikod sa mga timailhan sa kalaglagan, nga adunay kinahanglan nga buhaton. Dugang pa, ang lawas mahimong madaot sa panahon sa usa ka aksidente. Bisan unsa pa ang hinungdan, ang solusyon hapit kanunay parehas: pabukala. Kung masaligon ka sa imong mga abilidad, mahimo nimong sulayan ang paghimo sa welding sa lawas sa awto gamit ang imong kaugalingon nga mga kamot.
Mga sulod
- 1 Mga tipo ug bahin sa welding machine
- 1.1 Semi-awtomatikong welding
- 1.2 Unsaon pagluto gamit ang inverter
- 1.3 Busa unsa nga paagi ang imong pilion?
- 2 Pag-andam ug pag-verify sa mga ekipo
- 2.1 Pag-andam alang sa semi-awtomatikong welding sa lawas sa awto
- 2.2 Unsa ang kinahanglan buhaton sa dili pa magsugod ang usa ka inverter
- 3 Mga Pag-amping sa Welding
- 4 Semi-awtomatikong proseso sa welding sa lawas sa awto
- 4.1 Mga gamit ug materyales sa DIY
- 4.2 Pagkasunod-sunod sa mga operasyon alang sa semi-awtomatikong welding
- 4.3 Weld seam pagtambal batok sa corrosion
Mga tipo ug bahin sa welding machine
Ang pagpili sa teknolohiya sa welding nagdepende dili kaayo sa makina ug mga gamit, apan sa lokasyon sa kadaot. Atong tan-awon pag-ayo.
Semi-awtomatikong welding
Ang kadaghanan sa mga tag-iya sa awto ug mga empleyado sa serbisyo sa awto gusto nga mogamit sa mga semi-awtomatikong makina. Ang panguna nga hinungdan sa ilang pagkapopular mao ang kasayon. Uban sa usa ka semi-awtomatikong aparato, mahimo nimong magluto bisan ang labing gamay nga kadaot nga nahimutang sa labing dili kombenyente nga mga lugar sa lawas sa awto.
Sa teknikal, kini nga teknolohiya halos parehas sa tradisyonal nga welding: ang usa ka semi-awtomatikong aparato nanginahanglan usab usa ka karon nga converter. Ang bugtong kalainan anaa sa mga consumable. Kini nga matang sa welding wala magkinahanglan og mga electrodes, apan usa ka espesyal nga copper-coated wire, ang diametro niini mahimong magkalahi gikan sa 0.3 ngadto sa 3 mm. Ug ang semi-awtomatikong makina nanginahanglan carbon dioxide aron molihok.
Ang tumbaga sa wire naghatag ug kasaligan nga kontak sa elektrisidad ug naglihok isip welding flux. Ug ang carbon dioxide, nga padayon nga gihatag sa welding arc, dili motugot sa oxygen gikan sa hangin nga mo-react sa metal nga welded. Ang semi-awtomatikong adunay tulo ka hinungdanon nga bentaha:
- ang wire feed speed sa semiautomatic device mahimong adjust;
- ang semi-awtomatikong mga tinahi hapsay ug nipis kaayo;
- mahimo nimong gamiton ang usa ka semiautomatic device nga walay carbon dioxide, apan sa kini nga kaso kinahanglan nimo nga gamiton ang usa ka espesyal nga welding wire, nga adunay usa ka flux.
Adunay usab mga disbentaha sa semi-awtomatikong pamaagi:
- dili sayon ang pagpangita sa mga electrodes sa ibabaw nga adunay flux nga gibaligya, ug sila nagkantidad labing menos kaduha sa kasagaran;
- kung gigamit ang carbon dioxide, dili igo nga makuha ang silindro mismo. Kinahanglan usab nimo ang usa ka reducer sa presyur, nga kinahanglan nga tukma nga ipasibo, kung dili mahimo nimong kalimtan ang bahin sa taas nga kalidad nga mga seam.
Unsaon pagluto gamit ang inverter
Sa laktud, ang inverter mao gihapon ang sama nga welding machine, ang kasamtangan nga frequency sa pagkakabig niini dili 50 Hz, apan 30-50 kHz. Tungod sa dugang nga frequency, ang inverter adunay daghang mga bentaha:
- ang mga sukod sa inverter welding machine kaayo compact;
- ang mga inverters dili sensitibo sa ubos nga boltahe sa mains;
- ang mga inverters walay problema sa ignition sa welding arc;
- bisan ang bag-ong welder makagamit sa inverter.
Siyempre, adunay usab mga disbentaha:
- sa proseso sa welding, ang baga nga mga electrodes nga adunay diyametro nga 3-5 mm gigamit, ug dili wire;
- sa panahon sa inverter welding, ang mga ngilit sa metal nga welded init kaayo, nga mahimong hinungdan sa thermal deformation;
- ang seam kanunay nga nahimo nga mas baga kaysa sa pag-welding gamit ang usa ka semi-awtomatikong aparato.
Busa unsa nga paagi ang imong pilion?
Ang kinatibuk-ang rekomendasyon yano ra: kung nagplano ka nga mag-welding sa usa ka seksyon sa lawas nga makita, ug ang tag-iya sa awto wala gipugngan sa mga pondo ug adunay pipila nga kasinatian sa usa ka welding machine, nan ang usa ka semiautomatic nga aparato mao ang labing kaayo nga kapilian. Ug kung ang kadaot dili makita gikan sa kilid (pananglitan, ang ilawom nadaot) ug ang tag-iya sa makina dili kaayo batid sa welding, nan mas maayo nga magluto gamit ang usa ka inverter. Bisan kung ang usa ka bag-ohan masayop, ang presyo niini dili taas.
Pag-andam ug pag-verify sa mga ekipo
Dili igsapayan kung unsang pamaagi sa welding ang gipili, daghang mga operasyon sa pag-andam ang kinahanglan himuon.
Pag-andam alang sa semi-awtomatikong welding sa lawas sa awto
- sa dili pa magsugod sa trabaho, ang welder kinahanglan nga sigurohon nga ang giya nga channel sa welding torch mohaum sa diametro sa wire nga gigamit;
- wire diametro kinahanglan nga tagdon sa diha nga ang pagpili sa usa ka welding tip;
- ang nozzle sa apparatus gisusi alang sa metal splashes. Kung mao, kinahanglan nga tangtangon sila gamit ang papel de liha, kung dili ang nozzle dali nga mapakyas.
Unsa ang kinahanglan buhaton sa dili pa magsugod ang usa ka inverter
- kasaligan sa electrode fastenings maampingong gisusi;
- ang integridad sa insulasyon sa mga kable, tanan nga koneksyon ug sa electric holder gisusi;
- ang pagkakasaligan sa mga fastenings sa main welding cable gisusi.
Mga Pag-amping sa Welding
- ang tanan nga welding nga trabaho gihimo lamang sa uga nga mga oberol nga hinimo sa dili masunog nga mga materyales, gwantes ug usa ka maskara nga panalipod. Kung ang welding gihimo sa usa ka kwarto nga adunay metal nga salog, kinahanglan nga gamiton ang bisan usa ka rubberized nga banig o rubber overshoes;
- ang welding machine, bisan unsa pa ang tipo niini, kinahanglan kanunay nga grounded;
- sa inverter welding, ang espesyal nga pagtagad kinahanglan ibayad sa kalidad sa electrode holder: maayo nga electrode holder makasugakod sa 7000 electrode clips nga dili makadaut sa insulasyon;
- bisan unsa pa ang matang sa welding machine, ang mga circuit breaker kinahanglan kanunay nga gamiton niini, nga independente nga makaguba sa electrical circuit kung adunay usa ka idling current;
- Ang lawak diin gihimo ang welding kinahanglan nga maayo ang bentilasyon. Makalikay kini sa pagtipon sa mga gas nga gipagawas sa panahon sa proseso sa welding ug nagrepresentar sa usa ka partikular nga peligro sa sistema sa respiratoryo sa tawo.
Semi-awtomatikong proseso sa welding sa lawas sa awto
Una sa tanan, magdesisyon kita sa gikinahanglan nga kagamitan.
Mga gamit ug materyales sa DIY
- Semi-awtomatikong welding machine BlueWeld 4.135.
- Welding wire nga adunay copper coating, diametro 1 mm.
- Dako nga sandpaper.
- Reducer alang sa pagkunhod sa presyur.
- Ang silindro sa carbon dioxide nga adunay kapasidad nga 20 ka litro.
Pagkasunod-sunod sa mga operasyon alang sa semi-awtomatikong welding
- sa wala pa welding, ang naguba nga dapit gilimpyohan sa tanan nga mga kontaminante sa sandpaper: taya, primer, pintura, grasa;
- ang mga welded metal nga mga seksyon hugot nga gipugos sa usag usa (kon gikinahanglan, gitugotan nga gamiton ang lainlaing mga clamp, temporaryo nga bolts o self-tapping screws);
- unya kinahanglan nimo nga basahon pag-ayo ang atubangan nga panel sa welding machine. Adunay: usa ka switch, usa ka welding current regulator ug usa ka wire feed speed regulator;

Ang lokasyon sa mga switch sa atubangan nga panel sa BlueWeld welder
- karon ang reducer konektado sa carbon dioxide cylinder sama sa gipakita sa litrato;
Ang reduction gear konektado sa carbon dioxide cylinder
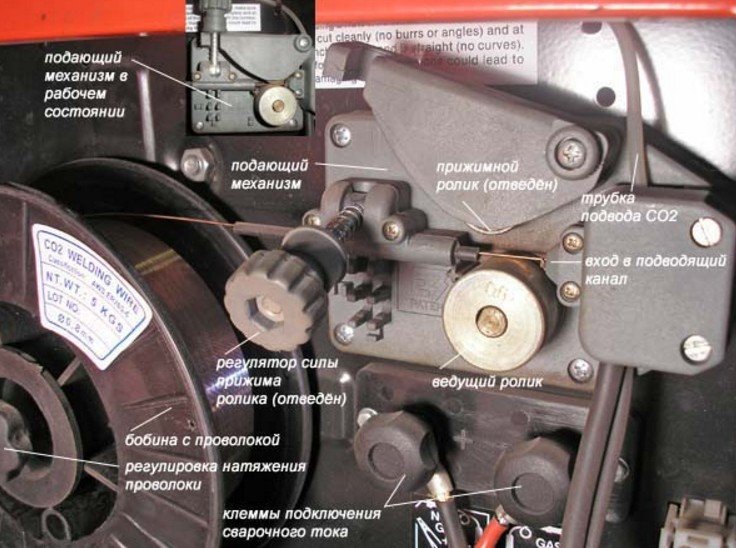
- ang bobbin nga adunay welding wire gitakda sa apparatus, pagkahuman ang katapusan sa wire gisamad sa feeder;
Ang welding wire gipakaon sa feeder
- ang nozzle sa burner gitangtang gamit ang mga pliers, ang wire gisulud sa lungag, pagkahuman ang nozzle gibalikbalik;
Pagtangtang sa nozzle gikan sa welding torch
- human sa pag-charge sa device gamit ang wire, gamit ang mga switch sa front panel sa device, ang polarity sa welding current gitakda: ang plus kinahanglan nga anaa sa electrode holder, ug ang minus sa burner (kini ang gitawag nga direkta nga polarity, nga gibutang sa diha nga nagtrabaho uban sa tumbaga wire Kon welding gihimo uban sa ordinaryo nga wire nga walay usa ka tumbaga sapaw , nan ang polarity kinahanglan nga balihon);
- ang makina karon konektado sa network. Ang sulo nga adunay electrode holder gidala sa lugar nga giandam kaniadto aron ma-welded. Human sa pagpadayon sa buton sa electrode holder, ang init nga wire magsugod sa paglihok gikan sa nozzle, sa samang higayon ang suplay sa carbon dioxide moabli;
Ang proseso sa welding sa usa ka lawas sa sakyanan sa usa ka semi-awtomatikong makina
- kung ang weld taas, nan ang welding gihimo sa daghang mga lakang. Una, ang lugar nga welded "tacked" sa daghang mga punto. Unya 2-3 mugbo nga mga seam ang gihimo sa linya sa koneksyon. Sila kinahanglan nga 7-10 cm ang gilay-on gikan sa usag usa.Kini nga mga seams kinahanglan tugutan nga mobugnaw sulod sa 5 ka minuto;
Pipila ka mubo nga pre-seams
- ug pagkahuman ra nga ang nahabilin nga mga seksyon sa katapusan konektado.
Ang mga ngilit sa nadaot nga lawas permanente nga welded






Weld seam pagtambal batok sa corrosion
Sa katapusan sa welding, ang seam kinahanglan nga panalipdan, kung dili kini dali nga mahugno. Posible ang mosunod nga mga kapilian:
- kung ang seam dili makita ug sa usa ka dali nga ma-access nga lugar, nan kini gitabonan sa daghang mga layer sa automotive seam sealant (bisan ang usa ka kapilian nga usa ka bahin sa badyet, sama sa Body 999 o Novol, mahimo). Kung gikinahanglan, ang sealant gipatag sa usa ka spatula ug gipintalan;
- kung ang weld mahulog sa usa ka internal nga lisud maabot nga lungag nga kinahanglan nga iproseso gikan sa sulod, unya ang pneumatic pneumatic nga mga sprayer gigamit. Kini naglangkob sa usa ka pneumatic compressor, usa ka spray nga botelya alang sa pagbubo sa usa ka preserbatibo (sama sa Movil alang sa panig-ingnan) ug usa ka taas nga plastik nga tubo nga moadto sa giatiman nga lungag.
Busa, mahimo nimong i-welding ang nadaot nga lawas sa imong kaugalingon. Bisan kung ang usa ka bag-ohan walay kasinatian, dili ka angay masuko: mahimo ka nga magpraktis una sa mga piraso sa scrap metal. Ug ang espesyal nga atensyon kinahanglan ibayad dili lamang sa personal nga kagamitan sa pagpanalipod, apan usab sa mga kagamitan sa kaluwasan sa sunog. Ang usa ka fire extinguisher kinahanglan kanunay nga anaa sa kamot alang sa usa ka bag-ong welder.
Mga komento sa 3
Syed
Unsay kalabotan niining malaw-ay nga mga hulagway sa sakyanan ug sa ulohan sa artikulo?
Kuhaa kini, kaulaw kanimo
Anonymous
Unsa man kining ubang mga hulagway, palihog ayaw kini i-broadcast
Mamad
Maayo kaayo sila ug makaparepresko